
 EN
EN

数控冲床成型模具
-
成形高度最高不能超过8mm,因为上下转塔间的孔隙是有限的,超过此高度会造成撞料、板材移动不顺、退料不顺畅。
- 成形模具一般都有起伏成形,所以订购模具时要注明模具避让要求、前后左右步距或与较近成形的距离。具体见各成形模详细说明。
- 禁止空打,打击头螺丝必须紧锁并定期检查。
- 必须使用低速,用成形程序编程。
- 同一模具在不同冲床上所需高度不一样,装到另一台前必须先调短1mm,装上试冲后再决定到底要调多少。
- 凸包等变形大的成形与孔靠的很近时要尽量先冲成形在冲孔,夹钳要尽量离远一些。
订购咨询
模具系列
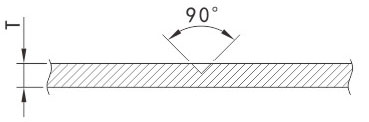
打点模具(样冲)

-
方向:
-
材质:
-
T:
- 成形方向:向上、向下
- 严禁空冲
- 打点大小通过调整上模高度控制
- 深度控制在板厚的80%以内
- 角度90°,最大板厚6.0mm
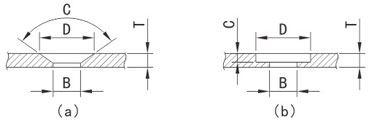
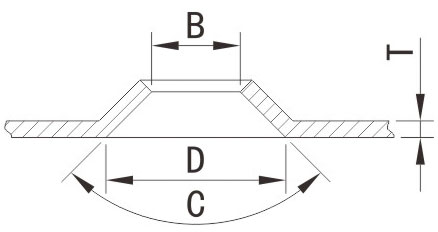
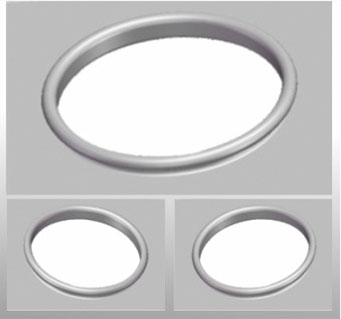
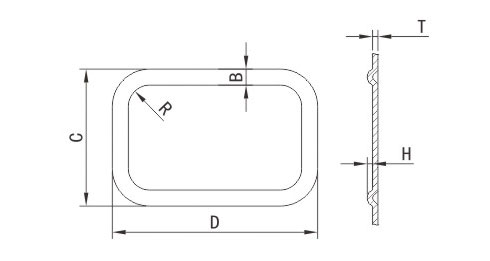
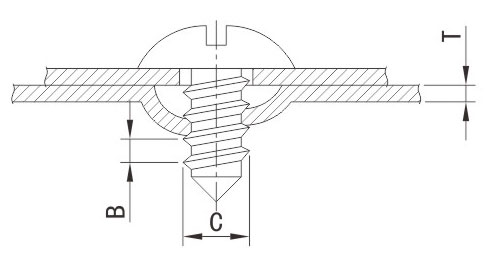
挤压沉孔模具



-
方向:
-
材质:
-
T:
-
B:
-
C:
-
D:
- 成形方向:向上、向下
- 上下模芯可换
- 只能加工对应厚度的板材
- 适用板厚:T≥1.0mm
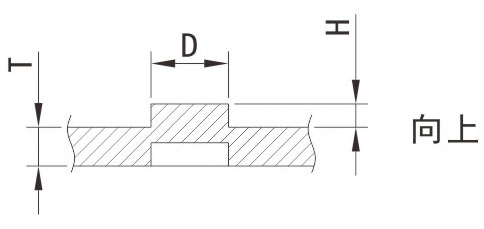
半剪切模具(定位扣)



-
方向:
-
材质:
-
T:
-
D:
-
H:
- 成形方向:向上、向下
- 编程要考虑留足卸料时间
- 成形高度H最大为0.6T
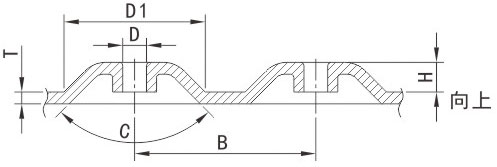
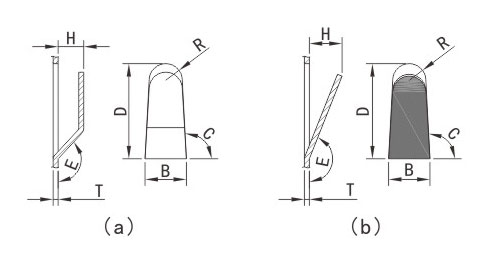
凸包沉孔模具



-
方向:
-
材质:
-
T:
-
B:
-
C:
-
D:
- 成形方向:向上、向下
- 上下模芯可换
- 要配预孔模具
凸包模具


-
方向:
-
材质:
-
T:
-
B:
-
C:
-
D:
-
H:
- 成形方向:向上
- 上下模芯可换
- 成形位置与冲孔、板材边缘、夹钳保持适当距离
- 成形高度:与D及材料的拉伸性能有关
刻画模具




- 成形方向:向上
- 机器必须有专用控制程序和相应功能(液压或伺服)
- 连续刻画,成形光滑、漂亮
- 严禁空冲
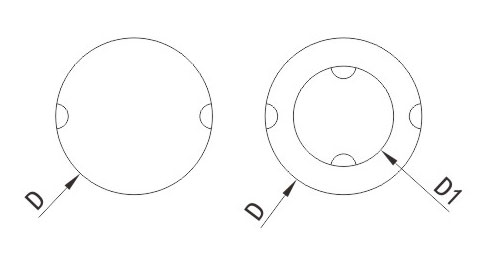
凸包翻边模具



-
方向:
-
材质:
-
T:
-
B:
-
C:
-
D:
-
D1:
-
H:
- 成形方向:向上
- 冲预孔、翻边、凸包一次完成
- 上下模芯可换
- 成形高度:与D及材料的拉伸性能有关
字码模具
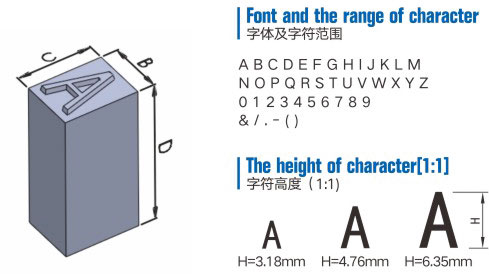
字号尺寸规定、字符深度、冲压力(铝、碳钢板、不锈钢)
| 字号 | B尺寸 | C尺寸 | D尺寸 | 深度 | 冲力(AL) | 冲力(MS) | 冲力(SS) |
| 3.2号 | 3.18mm | 6.35mm | 19.05mm | 0.1mm | 1.6KN | 4.4KN | 13.3KN |
| 4.8号 | 4.76mm | 7.94mm | 19.05mm | 0.2mm | 3.6KN | 10.7KN | 30.2KN |
| 6.4号 | 6.35mm | 9.25mm | 19.05mm | 0.3mm | 6.2KN | 16.9KN | 48.9KN |
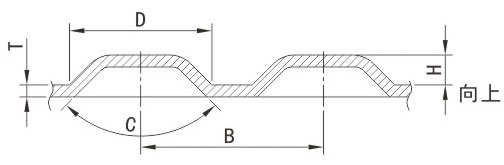
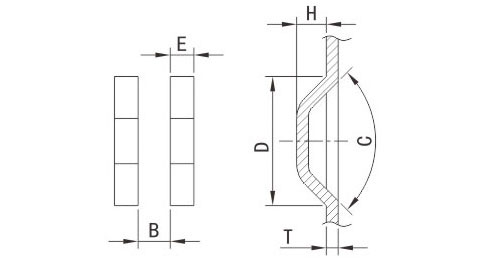
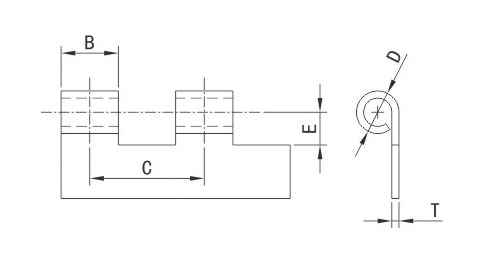
桥形模具



-
方向:
-
材质:
-
T:
-
B:
-
C:
-
D:
-
E:
-
H:
- 成形方向:向上、向下(尽量避免)
- 可做成多桥
- 上下模芯可换
- 成形高度:与C及材料的拉伸性能有关,C≥85°
- 桥面宽度E≥2T 且E≥1.8mm
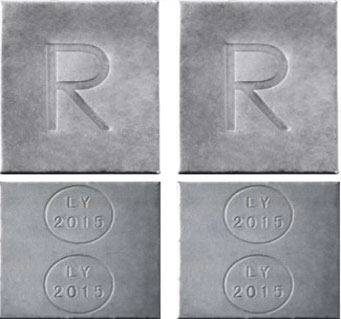
标记模具



-
方向:
-
材质:
-
T:
-
字体:
-
字高:
-
H:
- 成形方向:向上、向下
- 上下模芯可换
- 字形:单面凹、一凹一凸
- 改变上下模芯的方向可以冲0°、90°、180°、360°
- 适用板厚:不锈钢0.8-1.5mm,碳钢板0.8-2.0mm,铝板0.8-2.5mm
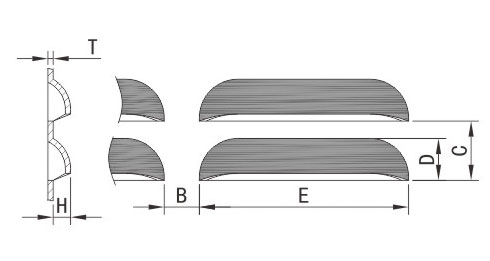
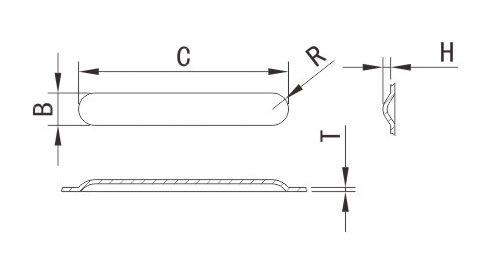
剪切成形模具



-
方向:
-
材质:
-
T:
-
B:
-
C:
-
D:
-
E:
-
H:
- 成形方向:向上
- 上下模芯可换
- 切断和成形一次完成
- C≥93°
- H ≤ 6
百叶窗模具



-
方向:
-
材质:
-
T:
-
B:
-
C:
-
D:
-
E:
-
H:
- 成形方向:向上
- 上下模芯可换
- 编程要考虑板材移动方向
圆孔卷圆模
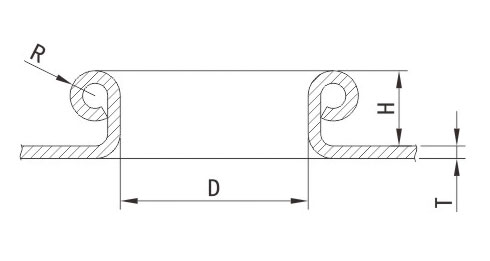
-
方向:
-
材质:
-
T:
-
D:
-
H:
-
R:
- 成形方向:向上
- 由冲翻、预弯、卷圆三套组合完成
- 只能加工对应厚度的板材
- 适用板厚:T≤1.5mm
敲落孔模具


-
方向:
-
材质:
-
T:
-
D:
-
D1:
-
D2:
- 成形方向:向上
- 上下模芯可换
- 可根据需要做成单敲、双敲或三敲
- 通过调节上模高度控制敲落的难易
直边卷圆模



-
方向:
-
材质:
-
T:
-
B:
-
C:
-
D:
-
E:
- 成形方向:向上
- 由预弯、卷圆两套模具组合完成
- 每套模具只能冲规定厚度的板材
- 适用板材:碳钢板T≤2.0mm,不锈钢T≤1.5mm
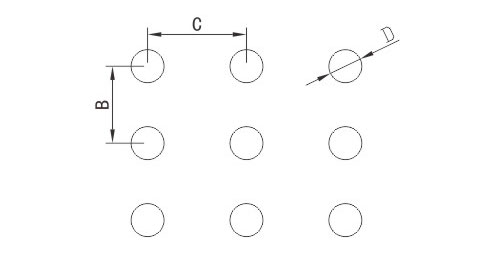
多孔模



-
方向:
-
材质:
-
T:
-
B:
-
C:
-
D:
- 最小孔边距(B-D)小于3.0mm时要间隔冲,且(B-D)≥2T
步冲压筋模具



-
方向:
-
材质:
-
T:
-
B:
-
C:
-
R:
-
D:
- 成形方向:向上、向下
- 当R要求严格时要另加一套R的整形模具
- 每套模具只能冲规定厚度的板材
- 适用板材:碳钢板T≤2.7mm,不锈钢T≤2.3mm
- 成形高度:H≤1.5T
- 成形位置与冲孔、板材边缘、夹钳保持适当距离
螺纹孔翻边模具




-
方向:
-
材质:
-
T:
-
B:
-
D:
-
H:
- 成形方向:向上、向下
- 向上必须要预孔,向下不要预孔
- 上下模型可换成不同的成形规格
- 最大板厚:碳钢板2.3mm,铝板2.0mm,不锈钢1.2mm
- 成形高度:保证3个螺距
滚筋(台阶)模具


-
方向:
-
材质:
-
T:
-
B:
-
C:
-
D:
-
H:
-
R:
- 成形方向:向上、向下
- 上下滚轮可换
- 连续滚压,成形光滑、漂亮
- 用在旋转工位上可加工曲线形状
- 机器必须有专用控制程序和相应功能(液压或伺服)
- 适用板厚:不锈钢0.8-1.5mm,碳钢板0.8-2.0mm、铝板:0.8-2.5mm
- 成形高度:H≤2T、成形宽度2H≤B≤12.8
螺孔模具



-
方向:
-
材质:
-
T:
-
B:
-
C:
- 成形方向:向上、向下
- 上下模芯可换
- 只能加工对应厚度的板材
- 适用板厚:0.5-1.2mm








